Introduction¶
What are mission profiles and what are they used for?¶
A Mission Profile (MP) is a simplified representation of all relevant static load conditions and dynamic load profiles that a population of electrical, mechanical, electronic and electro-mechanical components (hereinafter referred to as “components”) is exposed to during their entire life cycle. The term life cycle covers the manufacturing, testing, storage, transportation as well as the operational and passive use of a component (see Figure 1).
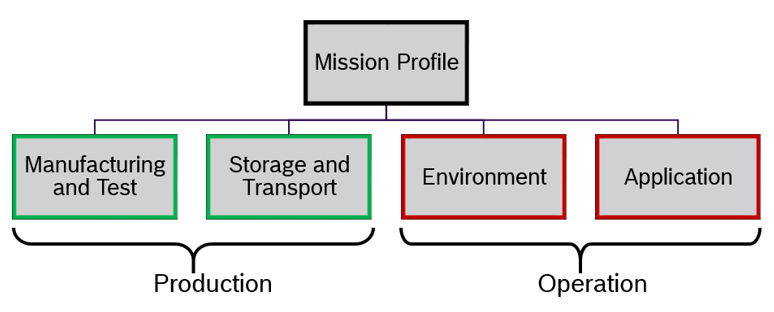
Figure 1: Mission profiles cover all parts of the component life cycle (source: autoSWIFT [2015:autoSWIFT]).
- Practical examples of MPs are:
- The frequency distribution at which a component is active or inactive within certain temperature limits -> static load profile (see Figure 2).
- Load profiles which describe max. permissible electrical gate source voltages vs. durations and temperatures for the safe-operating area of integrated MOS components of a semiconductor technology (see Figure 3).
- The profile of the transient current and local temperature profile within a power MOSFET -> dynamic load profile.

Figure 2: Classic temperature vs. duration mission profile of a semiconductor component in arbitrary time and temperature units (source: autoSWIFT [2015:autoSWIFT]).
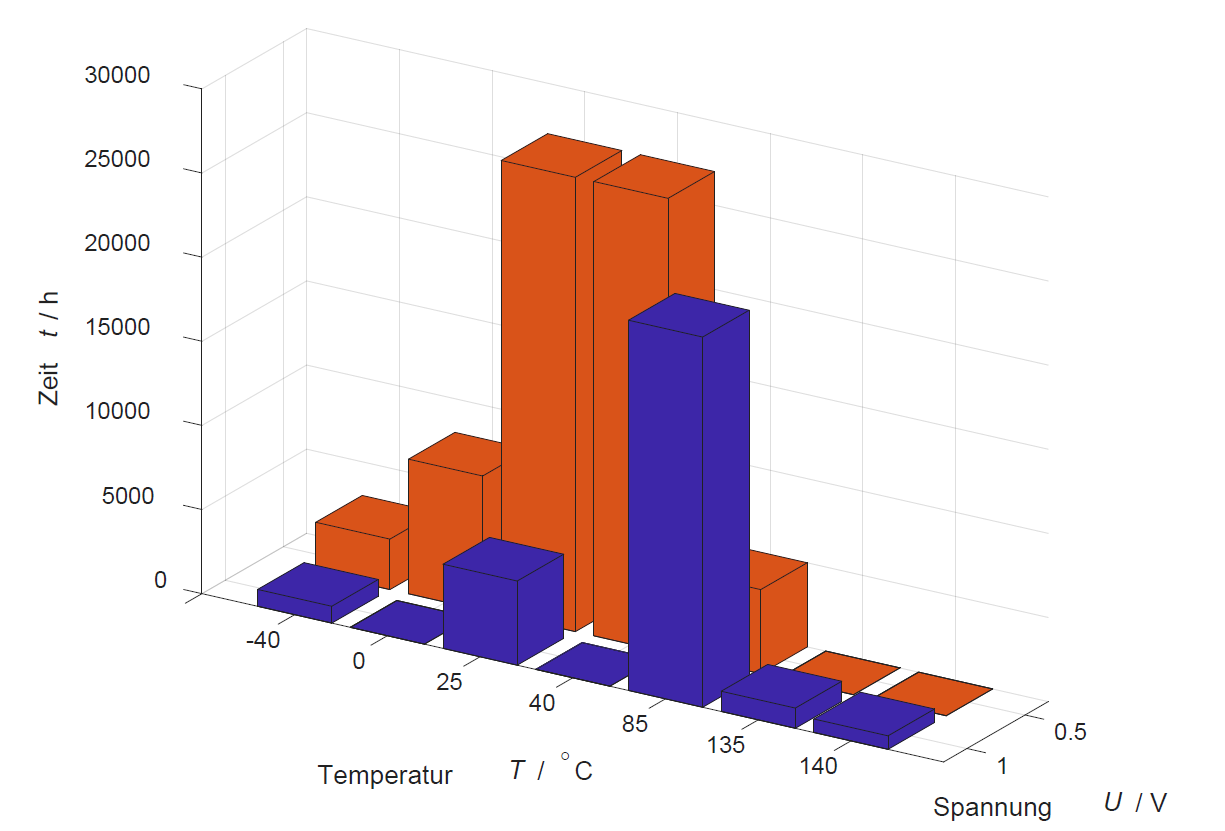
Figure 3: Multi-dimensional mission profile of a semiconductor component with duration-dependent stressors temperature and voltage (German -> English: Zeit -> Time, Temperatur -> Temperature, Spannung -> Voltage) (source: autoSWIFT [2015:autoSWIFT]).
The concept of MPs is universally applicable and therefore not restricted to a specific area of use. MP contain essential information for
- The specification of target criteria for the development of new manufacturing technologies.
- The evaluation of the general maturity and robustness level of existing manufacturing technologies.
- The evaluation of manufacturing technologies with regard to their special suitability for the manufacturing of reliable and robust components.
- The evaluation of component robustness and reliability.
- The construction, verification and validation during the design and testing phase of components.
The application of MPs is therefore fundamental to technology development, product development, robustness validation and reliability engineering. The MP information is exchanged in today’s industrial value creation chains in many historically evolved non-electronic formats (e.g., histograms and load profiles in paper form) and electronic file and data formats (e.g., tables in Microsoft Excel, requirements engineering data sets).
Clear and unambiguous communication between suppliers, customers and development partners is of great importance. The required MP specifications have to be exchanged between supply chain development partners and assured test conditions have to be returned while time-consuming and error-prone format conversions are to be avoided for technical, financial and legal reasons. To date, however, there exists no standardized electronic data and file format yet that allows the exchange of MP information bidirectionally, securely, consistently and semantically unambiguously. The XML based Mission Profile FOrmat (MPFO) developed in this project intends to address the above mentioned gaps by providing an intermediate and important step towards a standardized file format for MP representations.
Why do we need a mission profile format standard?¶
A high innovation capability and performance within value creation chains requires that development partners are able to work together flexibly and cooperatively. A standardized MP format supports cooperation within value chains as follows:
- Enables the bi-directional, comprehensive, semantically unambiguous, IP protecting and consistent exchange of MP information (such as static and dynamic load profiles) within value chains (see Figure 4).
- Supports the systematic consideration of MP information (especially load profiles) within so-called Electronic Design Automation Tools (EDA tools) for the computer-aided design, verification, testing and validation of components and complex systems.
- Supports an early, joint, semi-automatic and continuous evaluation of the impact of development requirements on new components with regard to reliability and robustness on a formalized basis for development partners.
- Improves the understanding of the overall system context and thus enables a better overall optimization of components and systems as well as earlier market maturity.
- Supports conscious avoidance of over- and under-dimensioning of components during design through more precise knowledge of chains of effects and loads; thus better joint utilization of optimization potentials.
- Supports an earlier adoption of new technologies by facilitating accompanying, formal and semi-automated proficiency testing and earlier and more accurate risk assessment.
- Supports a simpler and more secure qualification of existing components and technologies for new application scenarios by means of validation.
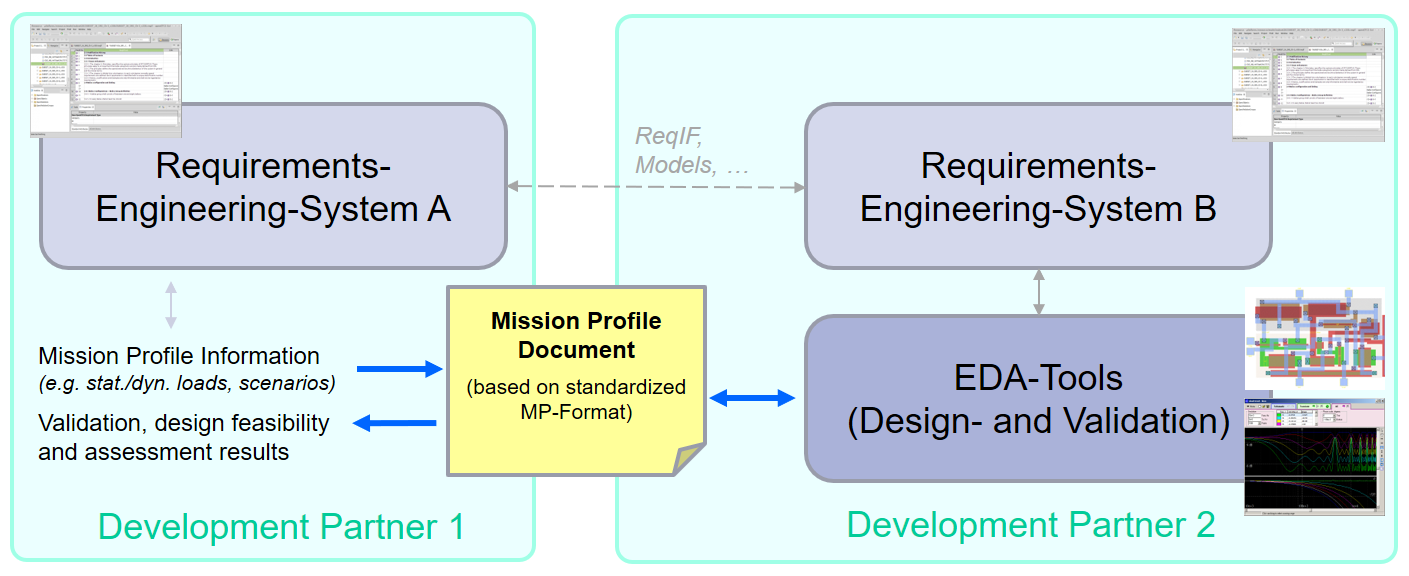
Figure 4: Bi-directional exchange of MP information between development partners within a value chain by means of MP documents based on a standardized MP format (source: autoSWIFT [2015:autoSWIFT]).
In the automotive industry, vehicle construction is currently faced with the challenge that the usage profiles of components are changing massively, while necessary new (semiconductor and battery) technologies are generally not fully developed yet to support these challenging profiles. Main drivers are the targeted vehicle networking (e.g., via 5G connectivity), the electrification of the drive train (increase in the operating time of critical components from 8,000 h to 40,000 h to over 100,000 h), new vehicle usage profiles (e.g., robo-taxis with an average operating time of 22 h/day instead of 1-2 h/day for regular passenger cars) and the automation of driving (e.g., due to the computing power requirement, the use of new highly integrated but generally not yet sufficiently robust semiconductor technologies).
Previous design and validation approaches for components must therefore be adapted and robustness validation [ZVEI:RobVal] partially automated. A standardized exchange format for MPs hereby represents an important contribution to reduce the validation effort, to support the design process and to improve the understanding of requirements and the resulting chains of effects.
State of the art¶
The systematic consideration of MPs during the design phase and the validation of the robustness of electronic semiconductor devices, MEMS devices, electrical and electronic modules is an essential part of the robustness validation procedures developed by ZVEI members [ZVEI:RobVal]. These procedures are described conceptually, but the practical execution remains a largely manual and individual process and has to be reorganized and adjusted for new development projects and partners. The same applies to AEC-Q qualifications of components for applications in road vehicles [AEC-Q].
Environmental conditions and electrical testing for electrical and electronic equipment of road vehicles are defined in the OEM LV 124 [LV124] and the ISO standard ISO 16750-2 [ISO-16750] respectively. Several other loads are defined in other ISO 16750 sub-parts, such as mechanical loads (ISO 16750-3), climatic loads (ISO 16750-4) and chemical loads (ISO 16750-5).
Important foundations have been laid in recent years within the German and EU publicly funded projects RESCAR 2.0 [2011:RESCAR], RELY [2011:RELY], autoSWIFT [2015:autoSWIFT], RESIST [2015:RESIST] and TRACE [2016:TRACE] to improve the robust design of components as well as the technology and application evaluation with regard to robustness and applicability for consumer applications as well as for automotive and industrial components.
The importance of more complex MPs with periodic activity patterns on different levels (e.g. rectangular pulse, burst-mode protocol, day-night rhythm) was demonstrated in the reliability evaluation of SRAM cells [2016:Giering]. The MP based evaluation of effective stress times and stress levels for semiconductor reliability was successfully demonstrated in [2017:Hirler].
An initial version of the MP format has been drafted in RESCAR 2.0 [2011:RESCAR]. The focus of this early work was to gather the basic requirements and to provide a successful proof-of-concept implementation [2014:BurgerJerke]. The application of an electronic MP for the design of robust smart-power ICs was successfully demonstrated [2014:JerkeKahng].
The MP format in its present state and structure has been developed within the autoSWIFT project [2015:autoSWIFT]. The format is currently extended as part of the German BMBF publicly funded research project GENIAL! [2018:GENIAL] with focus on the improvement of the traceability of requirements and changes, bi-directional requirements engineering in industrial value creation chains, usability aspects as well as system-level aspects, such as the interaction with SysML [SysML], ReqIF [ReqIF] and PMML [PMML].